


 通过认证
通过认证
“铆焊平台”参数说明
| 品牌: | 东工 | 精度: | 0.005mm |
| 量程: | 0-40mm | 类型: | 铆焊平台 |
| 硬度: | Hb170—300 |
“铆焊平台”详细介绍
温州铆焊平台供应商温州铆焊平台最新价格
类型:铆焊平台 重量:1吨—60吨 储存状况:现货 价格:50元/吨
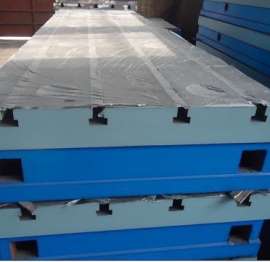
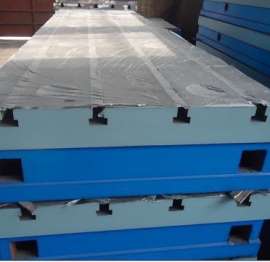
铆焊平台按国标最新标准GB/T 2095-208 制造生产是用于铆焊工艺的基础平板,工作面上的孔主要用来清理铆焊时的一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。
铆焊平台主要技术参数
1、铆焊平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、铆焊平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝。
3、铆焊平台的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
4、铆焊平台应经稳定性处理和去磁。
5、铆焊平台工作面的硬度应为HB170—20或187—25之间。
6、化学成分:含碳量在碳 C :3.16~3.30是一种铁碳合金。碳在铆焊平台中多以石墨形态存在,有时也以渗碳体形态存在。除碳外铆焊平台中还含有硅 Si:1.79~1.93、锰 Mn:0.89~1.04、硫 S :0.094~0.125、磷P :0.120~0.170等镍、铬、钼、铝、铜、硼、钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。铆焊平台的断口呈灰色,它熔点低(145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性、耐热性、耐磨性好。
7、材质:高强度铸铁HT20-30,工作面硬度为HB170-240,经过两次人工处理(人工退火60度-70度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
8、铆焊平台精度:按国家标准计量检定规程执行,分别为0,1,2,3,四个等级。
铆焊平台规格:
规格(m)精度等级 ( μm )
123精刨
120 × 10203996
150 × 10248120
150 × 150250125
20 × 102652129
20 × 150 56140
20 × 20 6015230
250 × 150 6415230
250 × 20 68168248
250 × 250 72180270
30 × 10 168248
30 × 150 174254
30 × 20 184275
30 × 250 186276
30 × 30 21030
40 × 10 21030
40 × 150 21030
40 × 20 219340
40 × 250 28340
40 × 30 240360
50 × 150 249370
50 × 20 25375
50 × 250 264390
50 × 30 287420
60 × 150 287420
60 × 20 293430
60 × 250 30450
60 × 30 308460
80 × 150 3650
80 × 20 370520
80 × 250 37530
80 × 30 382570
铆焊平台主要检定项目
A、铆焊平台材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。
铆焊平台使用时应注意
铆焊平台在安装调试后,把铆焊平台的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和铆焊平台的工作面有过激的碰撞,防止损坏铆焊平台的工作面;工件的重量更不可以超过铆焊平台的额定载荷,否则会造成工作质量降低,还有可能损坏铆焊平台的结构,甚至会造成铆焊平台变形,使之损坏,无法使用。
铆焊平台售后:我公司负责产品安装调试,后如有质量问题免费调换,质保一年。
类型:铆焊平台 重量:1吨—60吨 储存状况:现货 价格:50元/吨
铆焊平台按国标最新标准GB/T 2095-208 制造生产是用于铆焊工艺的基础平板,工作面上的孔主要用来清理铆焊时的一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。
铆焊平台主要技术参数
1、铆焊平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、铆焊平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝。
3、铆焊平台的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
4、铆焊平台应经稳定性处理和去磁。
5、铆焊平台工作面的硬度应为HB170—20或187—25之间。
6、化学成分:含碳量在碳 C :3.16~3.30是一种铁碳合金。碳在铆焊平台中多以石墨形态存在,有时也以渗碳体形态存在。除碳外铆焊平台中还含有硅 Si:1.79~1.93、锰 Mn:0.89~1.04、硫 S :0.094~0.125、磷P :0.120~0.170等镍、铬、钼、铝、铜、硼、钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。铆焊平台的断口呈灰色,它熔点低(145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性、耐热性、耐磨性好。
7、材质:高强度铸铁HT20-30,工作面硬度为HB170-240,经过两次人工处理(人工退火60度-70度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
8、铆焊平台精度:按国家标准计量检定规程执行,分别为0,1,2,3,四个等级。
铆焊平台规格:
规格(m)精度等级 ( μm )
123精刨
120 × 10203996
150 × 10248120
150 × 150250125
20 × 102652129
20 × 150 56140
20 × 20 6015230
250 × 150 6415230
250 × 20 68168248
250 × 250 72180270
30 × 10 168248
30 × 150 174254
30 × 20 184275
30 × 250 186276
30 × 30 21030
40 × 10 21030
40 × 150 21030
40 × 20 219340
40 × 250 28340
40 × 30 240360
50 × 150 249370
50 × 20 25375
50 × 250 264390
50 × 30 287420
60 × 150 287420
60 × 20 293430
60 × 250 30450
60 × 30 308460
80 × 150 3650
80 × 20 370520
80 × 250 37530
80 × 30 382570
铆焊平台主要检定项目
A、铆焊平台材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。
铆焊平台使用时应注意
铆焊平台在安装调试后,把铆焊平台的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和铆焊平台的工作面有过激的碰撞,防止损坏铆焊平台的工作面;工件的重量更不可以超过铆焊平台的额定载荷,否则会造成工作质量降低,还有可能损坏铆焊平台的结构,甚至会造成铆焊平台变形,使之损坏,无法使用。
铆焊平台售后:我公司负责产品安装调试,后如有质量问题免费调换,质保一年。